
Ce chapitre concerne l'étude du passage des plans en métrique.
Plans
Fournis avec les fonderies, il y a une liasse de plans disposés sur 40 feuilles en format A4. Les plans sont clairs et lisibles. Nous les avons repris en CAO sous Fusion 360. Il n’y a pas d’erreur de cotes notables, par contre ils sont dans la tradition anglaise : des cotes sont absentes, soit laissées à l’appréciation du modéliste soit reportées ou tracées en place.
Le point négatif est l’absence de vues de sous-ensemble avec une nomenclature directe sous forme d’annotations fléchées. Ceci dit les plans étant fournis gratuitement avec les fonderies, avec des dessins à l’échelle on peut concevoir que rajouter encore une dizaine de pages, c’est peut-être beaucoup demander. On se débrouille cependant très bien grâce au vidéoblog de la construction du traction engine.
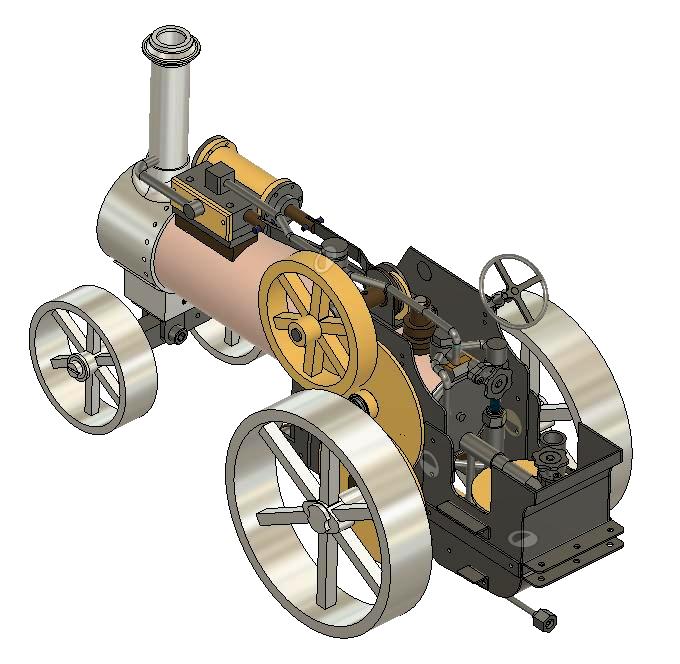
Ci-après, vue de la machine reconstituée à partir des plans fournis.
 |
Conversion en métrique
La conversion d’une machine d’impérial vers métrique ne se limite pas à la simple conversion des inches en mm.
Il faut composer avec les fournitures commerciales en métrique : matière et outillages.
Prenons l’exemple d’un palier bronze avec un alésage 1/4’’ (6,35mm). On trouve facilement des barres rectifiées en diamètre 6 ou 7mm mais moins couramment en 6,5mm. Pareil pour les alésoirs. Ainsi il faut savoir apprécier si on peut descendre à 6mm et quelles en sont les conséquences pour les pièces portées par cet arbre.
Dans certains cas limites cela amène à reconfigurer tout ou partie de la machine.
Unités impériales
Les unités de mesure de longueur sont l’inch et le foot.
1’’=25,4mm et 1’=12’’= 304,8 mm
Unités impériales fractionnaires :
Elles tombent de plus en plus en désuétude au profit des unités impériales décimales. Il existe des convertisseurs en ligne mais il est plus simple de se faire des tables sur papier pour des conversions de grandes quantités de cotes.
1’’ 3/4 = 1,75’’= 44,45 mm.
Perçage
Le système anglosaxon est d’une rare complexité, il comprend des numéros, des lettres et des valeurs fractionnaires impériales. Le mieux est de faire une recherche Internet avec les mots clés « imperial drill charts » et choisir celle qui convient le mieux
voici une table assez pratique car complète : ici
Filetage
De nombreuses normes de filetage ont eu cours. Aujourd’hui les anglosaxons convergent vers les normes UNC (filetage standard) et UNF (filetage fin). Les tables UNC et UNF sont faciles à trouver sur Internet
Dans le monde du modélisme mécanique (model engineering) la norme BA a eu longtemps cours ainsi que parfois la norme ME, beaucoup plus confidentielle. Il faut savoir que les vis et écrous BA ne sont pratiquement plus fabriqués et que les filières et tarauds valent fort cher. Donc avis aux acheteurs de machines anglaises anciennes.
 |
 |
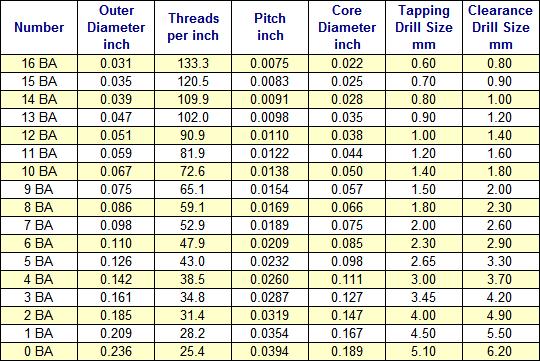
Tapping Drill size = diamètre de perçage pour le filetage correspondantLien du tableau : ici
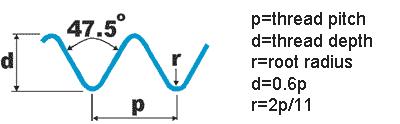
Le BA est un filetage de type Whitworth
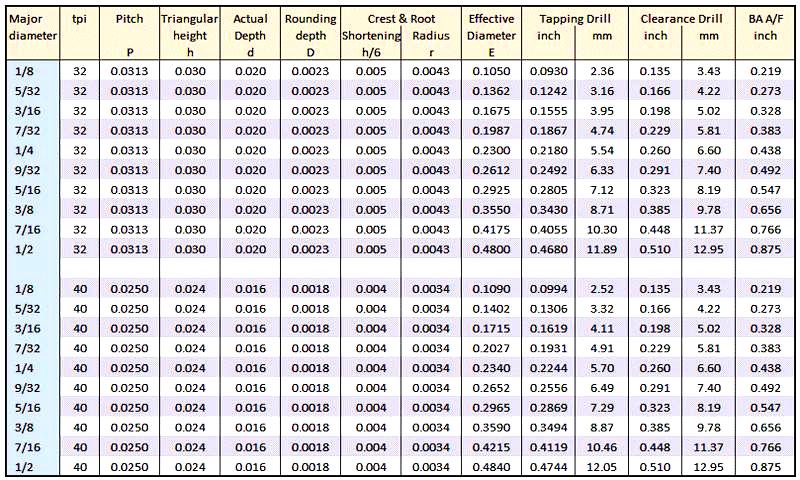 |
Les filetages ME sont particuliers, souvent cantonnés à la fabrication des chaudières et à leurs accessoires. Il n’existe, à ce jour, pas d’écrous fabriqués pour ce filetage
Jauges d’épaisseur
Standard Wire Gauge (SWG), encore appelée British Standard Wire Gauge ou Imperial Standard Wire Gauge est une norme britannique décrivant le diamètre des câbles électriques. Cette norme est aujourd'hui abandonnée. Elle est utilisée en model engineering pour décrire les diamètres des fils de ressorts ou l’épaisseur de tôles.
Il existe aussi l’AWG qui est la norme américaine.
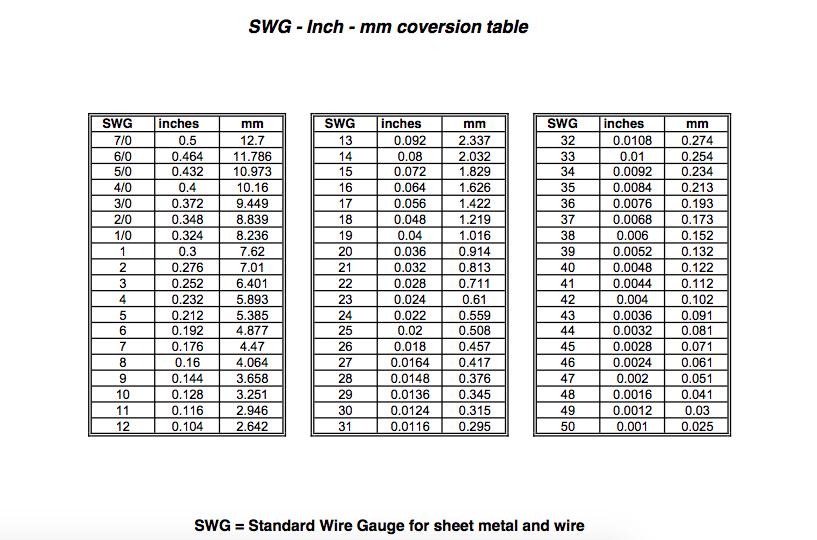 |
Ces tables sont faciles à trouver sur Internet.
Engrenages (gears)
Les engrenages sont données en Diametral pitch dans les pays anglo-saxons et en module m pour la zone en métrique.
Dans les pays anglo-saxons, le système « Diametral Pitch » (nombre de dents d’un pignon par pouce du diamètre primitif exprimé en pouces) est généralement utilisé (DP). Il y est encore occasionnellement fait usage du « Circular Pitch » ou pas circulaire qui est coté en pouce ou en fraction de pouce (CP). Dans le système « Diametral Pitch », le diamètre primitif de référence en pouces est égal au nombre dents divisé par P soit d = Z/P.
Le système au module métrique présentant plus de facilité pour nous, il suffit de remplacer dans les formules habituelles, le pitch par le module correspondant.
Voici les relations existantes entre les différents systèmes :
m = 25,4/DP = 25,4*CP/pi = 8,0850711*CP
DP = pi/CP = 25,4/m (avec CP en pouce)
CP = pi/DP = m/8,0850711
Par exemple le grand pignon du traction engine est un 24DP-72 teeths (dents). Il correspondrait à un module m=25,4/24=1,058. Ce n’est pas un module standard. Le module standard le plus proche est m=1.
Le passage en métrique obligerait à modifier tous les entraxes des arbres, avec de nombreuses répercussions sur le reste de la machine. C’est ce qui, en plus prix intéressant, a motivé le choix d’acheter les engrenages proposés par Myfordboy.
Voici un fichier de conversion Inch en mm : ici
Approvisionnements
Toutes les fonderies ont été approvisionnées et sont en cours de préparation
Nous avons l’occasion d’approvisionner du tube de D=52mm pour la chaudière au lieu du D=50,8 mm. Cela aura des conséquences pour la pièce supportant la virole de chaudière et l’écartement des joues du châssis arrière. Cela va entraîner une modification du placement du moteur et, par effet de contraintes liées, la position de l’arbre moteur primaire et.. par suite la cascade pignon et in fine la position de l’arbre du train arrière. La position de l’arbre du train arrière n’est pas vraiment modifiable car elle agit sur l’assiette horizontale de la machine. Les joues du châssis arrière devront probablement être augmentées en hauteur de quelques mm. Conclusion, il faudra donc repasser par la CAO pour tout réajuster.
Les tôles sont échantillonnées par Myfordboy en 15SWG (1,8mm), 18SWG (1,2mm), 20SWG (0,9mm). Là aussi des ajustements seront nécessaires, probablement limités à des modifications de bagues ou de paliers. A étudier
Arbres : non encore étudié. Leur diamètre conditionne de nombreux perçages et dimensionnements de bagues et de paliers. Les faibles charges mécaniques militent pour le choix métrique au diamètre immédiatement inférieur pour les barres rectifiées, par exemple 6mm au lieu de 6,35mm pour du 1/4’’.