Le gicleur, aussi appelé injecteur gaz, est la petite pièce indispensable aux brûleurs de nos machines. Nous allons voir comment VAPEUR 45 procède pour réaliser le perçage de 0,2 mm.
Introduction
Le gicleur(1) gaz a pour missions :
- D’assurer le passage d’un débit précis pour une pression donnée. Il existe une pression critique au-delà de laquelle le débit n’augmente plus. De même il existe une pression minimale en deçà de laquelle aucun débit ne passe.
- D’injecter le gaz à haute vitesse vers le brûleur en entraînant de ce fait, l’air primaire de combustion. Le débit d’injection est régulé en amont par un dispositif qui fait varier la pression d’admission.
VAPEUR 45 à a normalisé le dimensionnement du gicleur suivant le schéma suivant, pour des orifices compris entre 0,15 et 0,5 mm. D’une longueur de 9 mm, il est taillé dans un hexagone de 5 mm. Le filetage est en pas fin M5x50.
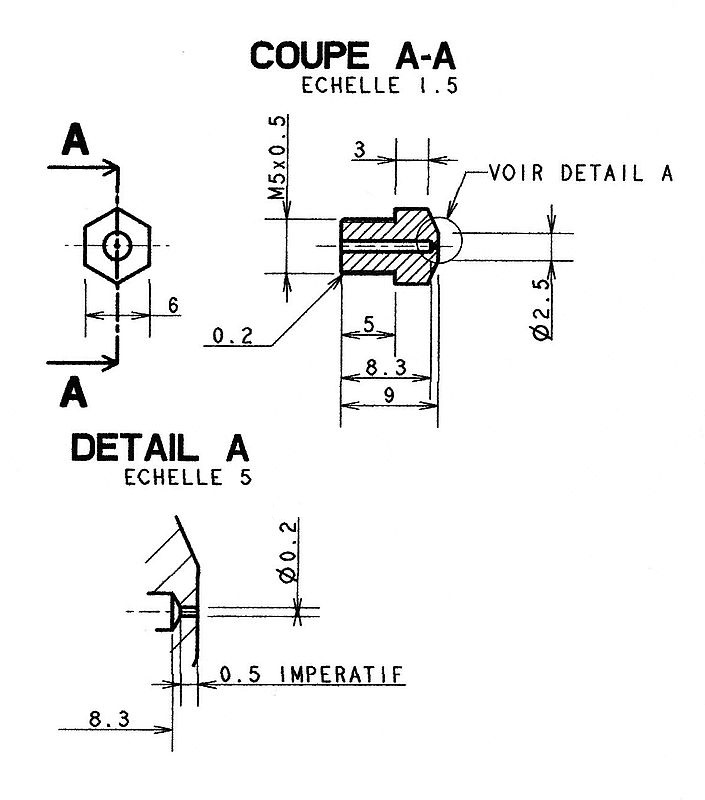 |
Il est mis en place par vissage à l’extrémité du tube mélangeur, là ou s’opère le mélange gaz et air. En ce qui nous concerne dans nos modèles réduits, le diamètre du gicleur gaz peut varier entre 0,15 et 0,4 mm.
Trois points à bien noter :
- La position de l’ajutage de l’injecteur par rapport aux évents d’entrée de l’air est critique pour un bon mélange gaz-air,
- Les gicleurs pour liquide ont des cônes de dispersion usinés sur leur face externe (ex : gicleur fioul). Ici ce n’est pas le cas (cf dessin) sinon la vitesse du gaz serait insuffisante,
- La profondeur de perçage du canal d’admission qui conduit à l’ajutage de 0,2 mm est critique, elle devra être conduite avec soin.
Matériels
Il vous faut :
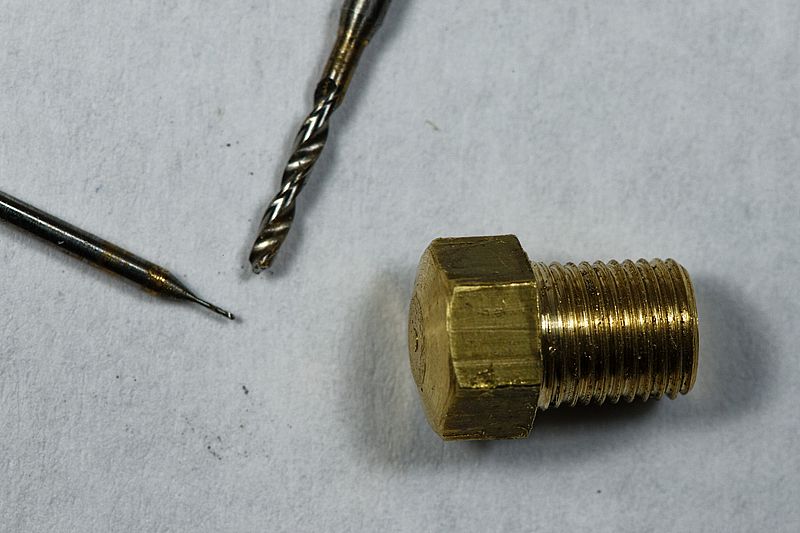
- Un foret de 1 mm
- Un micro-foret hélicoïdal avec queue épaissie. La queue de notre foret est d’un diamètre 1 mm (suivant norme DIN 1899) en acier HSS-E. (Coût : environ 20 € pour le 0,15).
 |
Routine d’usinage
Notre expérience dans la réalisation des gicleurs, nous a amenée à fixer la gamme d’usinage comme décrit ci-après. Avec cette méthode, nous avons réalisé les 8 gicleurs de la Traction Engine avec un seul foret de 0,15 sans casse.
L’astuce consiste à réaliser un avant trou de 1 mm, qui servira de guide au micro-foret. Cette technique ne s’applique que pour les gicleurs ayant les orifices compris entre 0,15 et 0,4 mm, à partir de 0,5 mm, le foret présente beaucoup moins de problème de risques de casse.
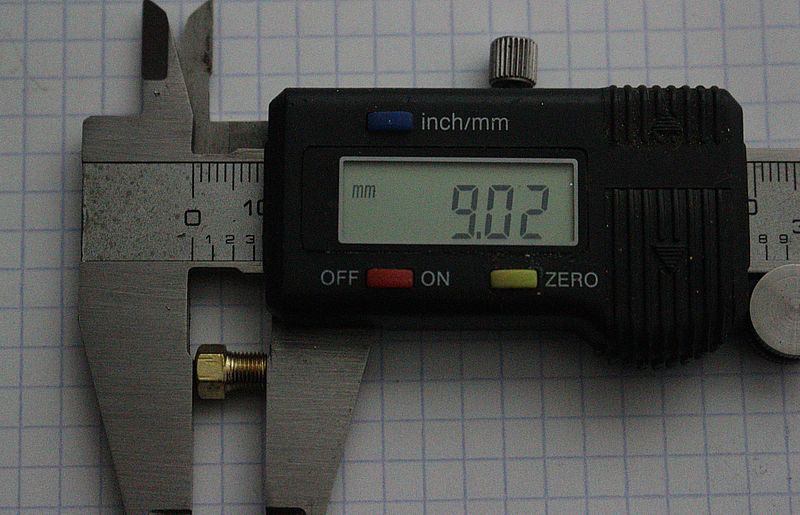
1/ La forme principale ayant été faite, on passe les extrémités du gicleur sur un papier de verre de 600 afin d'éliminer les éventuels défauts au centre de la pièce. Ensuite, on prend avec précision la longueur du gicleur L, ici = 9,02 mm.
 |
 |
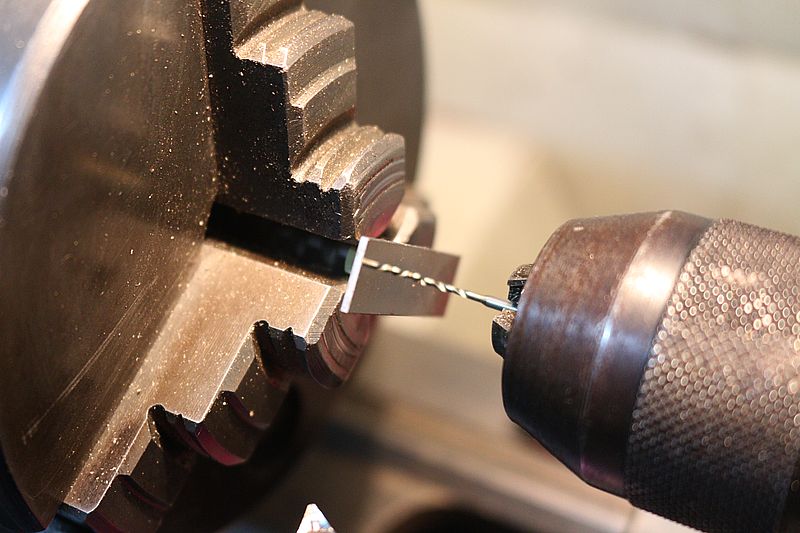
.2/ On positionne le gicleur en 3 mors sur l’hexagone, filetage à l’extérieur. On pointe légèrement au foret à centrer de 1 mm.
 |
3/ on intercale une plaque (laiton ou aluminium) d’épaisseur connue, par exemple de 1 mm (ou autre) entre le foret de 1 mm et le gicleur et on positionne le vernier de la poupée mobile à 0.
 |
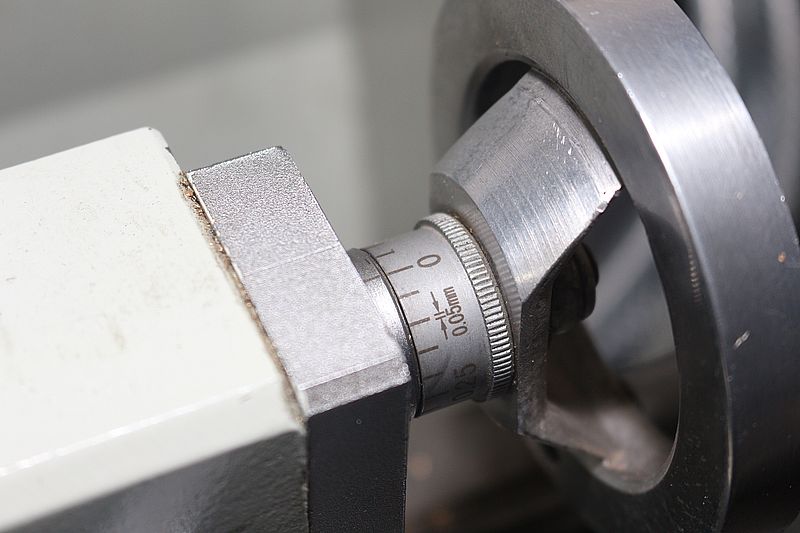 |
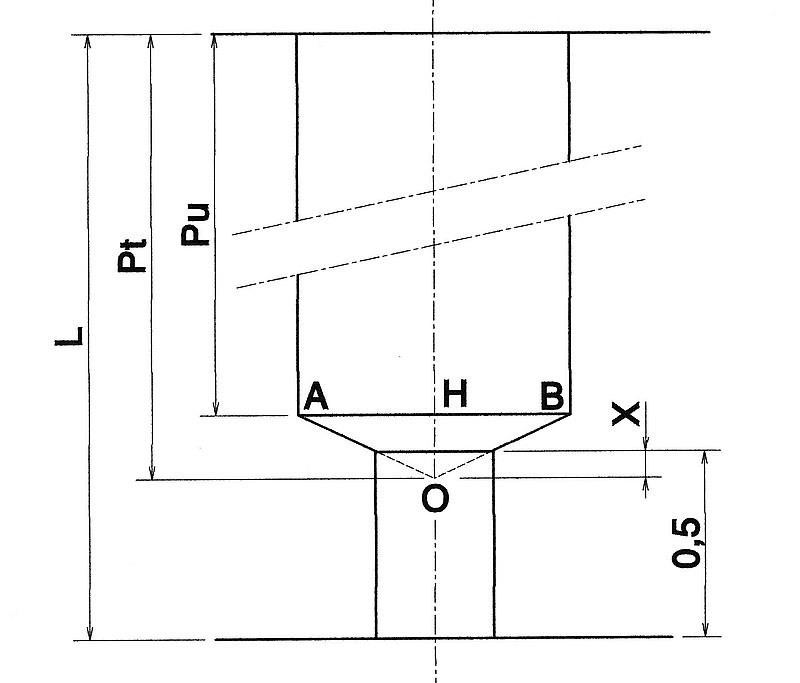
4/ Ensuite, on avance le vernier de 1 mm, afin de rattraper l’épaisseur de la cale, la pointe du foret est donc tangente à la surface du gicleur. Pour la profondeur du perçage, le plan impose la profondeur nette utile de 8,2 mm. Ici, Pu = 8,2, pour obtenir Pt on ajoute la longueur d’usinage de la pointe de l’outil notée OH sur le dessin ci-contre. Pour obtenir cette valeur, voir l’article "Profondeur de perçage" ici.
Pour un foret de 1 mm, la cote OH est de 0,3 mm. Il suffit d’avancer le foret de 8,3 + 0,3 = 8,6 au vernier.
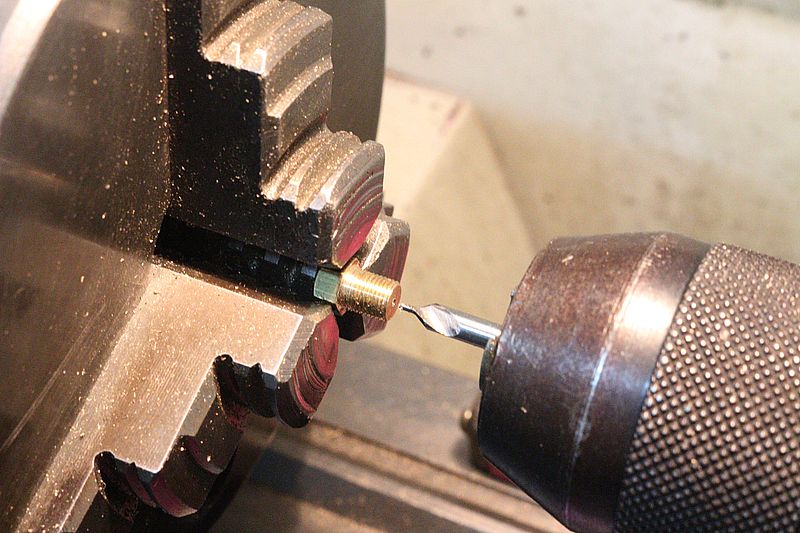
5/ On place ensuite le foret de 0,15 dans le mandrin, on positionne à l’œil la pointe du foret tangente à la surface du gicleur, la longueur utile du foret de 0,15 est de l’ordre de 1,5 mm. Il suffit d’avancer le foret de 9,5 mm pour être sûr de traverser la paroi du gicleur.
Pour la vitesse de rotation, les tours d’établi ne sont pas capables d’atteindre la vitesse requise pour percer avec une avance rapide pour du 0,15, il faut donc privilégier une avance lente et très douce, main légère et le poignet souple c’est la clé du succès.
Voilà !
__________________________________
(1) Un gicleur est à l’origine destiné à atomiser un liquide afin de produire un aérosol. Pour suivre l’usage courant on nommera gicleur ce qui est en fait un injecteur.