
Lorsque l’on a à usiner une barre carrée tout le monde connaît l’astuce consistant à prendre une bague fendue au mandrin 3 mors et à pincer le carré à l’intérieur. De mon point de vue lorsque le barreau devient petit c’est de moins en moins évident.
Comme j’avais une série de potelets rectangulaires à percer et à tarauder avec une précision correcte j’ai opté pour la fabrication de contre-pinces prises dans des pinces ER25 standard.
 |
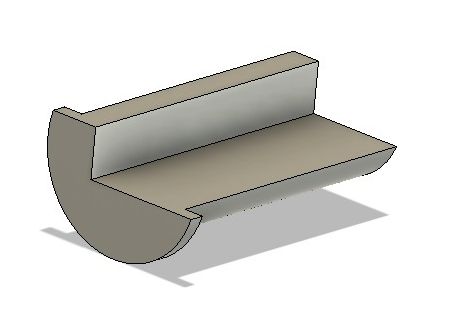 |
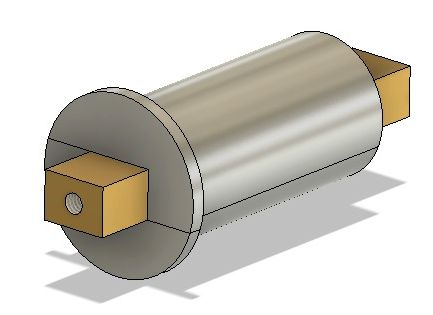
Le dispositif se compose de deux demi-pinces fabriquées dans du rond de 18mm, descendu à 16mm, qui est le diamètre maximum(1) que les pinces ER25 acceptent (les pinces ER vont jusqu’au ER40). La collerette évite aux pinces de glisser lorsqu’on enfile le barreau et protège la pince ER d’une erreur d’usinage pouvant l’endommager.
Note d'atelier
C’est juste la façon dont je m’y suis pris pour y arriver, il y a sûrement d’autres cheminements possibles.
- 1. Je tourne une ébauche dans du rond de 18mm avec une sur-longueur de 35mm car la demi-pince sera reprise en fraisage dans une pince ER.
- 2. Tronçonnage, reprise au mandrin 3 mors, dressage de la face de la collerette.
- 3. Reprise en fraisage sur porte-pince carré pour l’usinage des rainures.
On voit ici des accessoires porte-pinces très pratiques pour des opérations de fraisage.
Séquence de fraisage
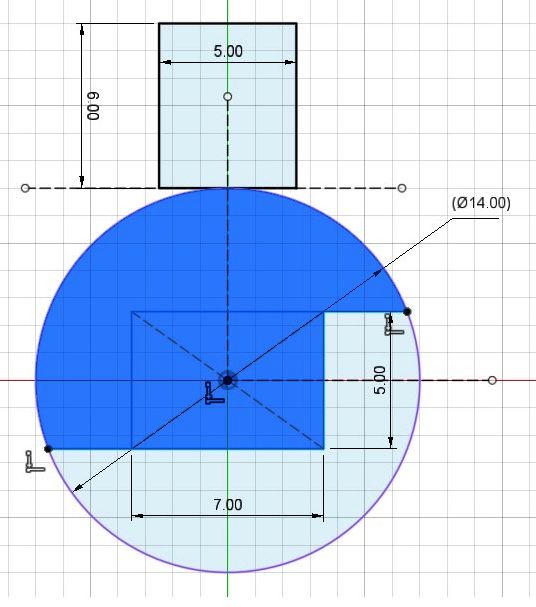 |
Sur le dessin R = 7 mm ; L = 7mm ; h = 5 mm ; R_outil = 2,5 mm
Après avoir raté la première demi-pince faute d’avoir réfléchi à la gamme d’usinage, j’ai mis par écrit la marche à suivre. La voici.
- 1. Centrer l’axe de broche avec l’axe de l’ébauche. Amener l’outil à tangenter le dessus de l’ébauche. Cette position est la référence d’origine des déplacements.
- 2. Déplacer de L/2 - R_outil = 3,5 - 2,5 = 1 mm pour usiner la face verticale de la rainure.
- 3. Fraiser une rainure en descendant de R + h/2 = 7+2,5 = 9,5 mm
- 4. Remonter de h = 5 mm. Araser
- 5. Finir le fraisage pour dégager la rainure à gauche en descendant de h=5 mm
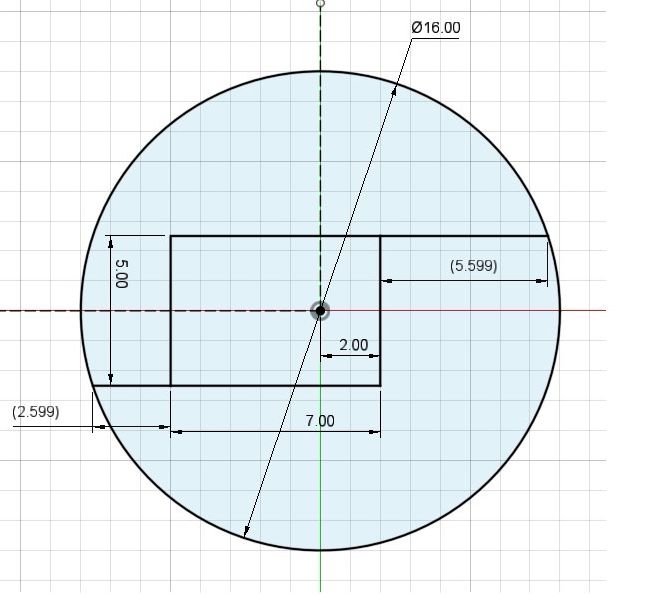
Si la section des barres à usiner est précise, la diminution de quelques centièmes de mm sur les cotes théoriques d’usinage va suffire pour les abloquer dans les contre-pinces. Par exemple pour un barreau de 5 x 7mm on fera comme s’il mesurait 4,94 x 6,94 mm
Note : on peut décider d’excentrer le barreau si besoin est lorsque les usinages se font au tour. (voir dessin ci après)
 |
 |
Vue des contre-pinces en place dans le porte-pince ER25.
(1) Pour des barreaux de section plus importante le dispositif peut être utilisé avec un prise en mandrin 3 mors, mais c’est moins pratique de mon point de vue.