

Dans cet article, nous allons détailler le châssis de la Traction Engine.
Ce modèle de tracteur à vapeur a été pensé pour le débutant avancé, et par ce fait le châssis ne présente pas de difficultés particulières mais demande du soin dans sa réalisation et donc un peu de réflexion en amont.
Ci-après deux vues d’ensemble.
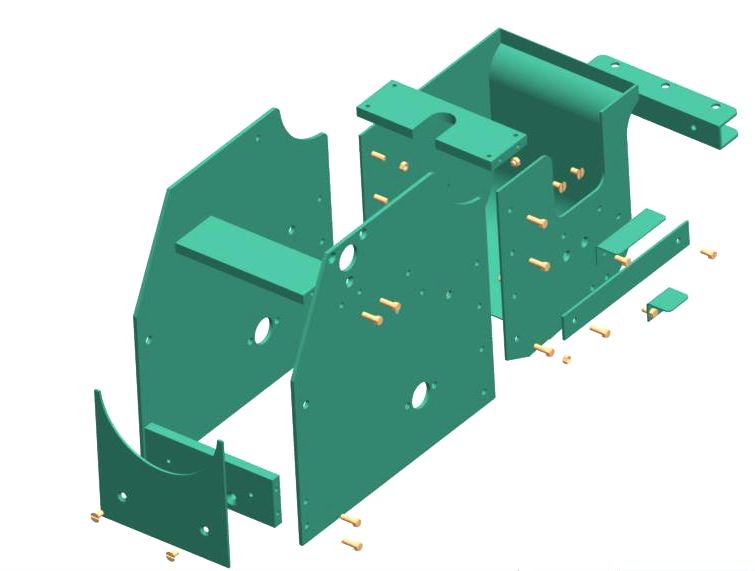 |
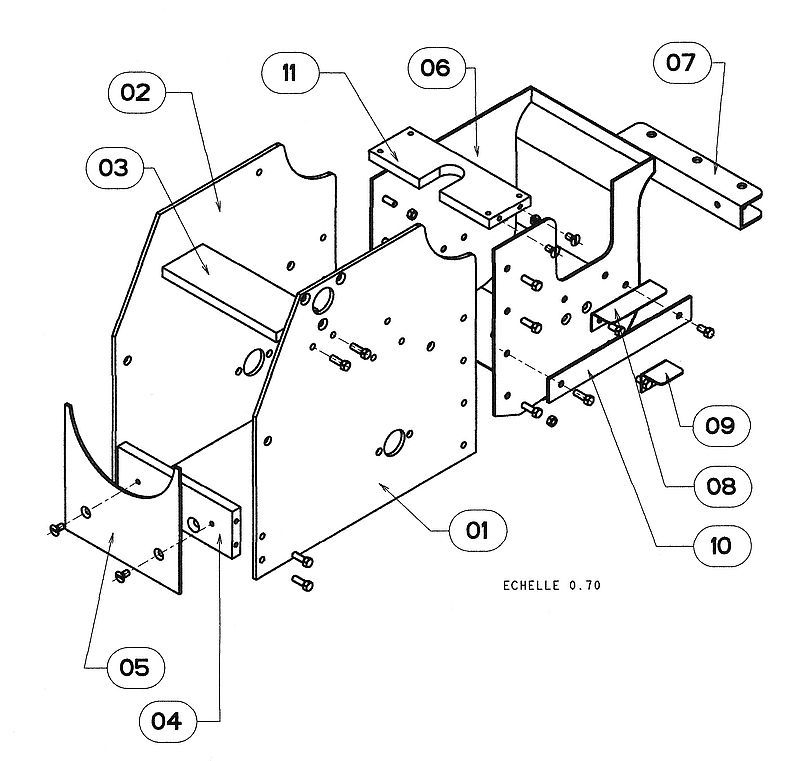 |
L’essentiel du travail commence par un tracé soigné, suivi d’un découpage. Nous avons utilisé une petite fraiseuse à potence (CNC router) mais on y arrive très bien avec une scie du genre Bocfil et du limage en finition.
 |
Ce châssis est réalisé en tôle mince de 1,5 mm d'épaisseur pour les flanc et 0,5 pour le fond du caisson arrière. On pourra indifféremment utiliser de la tôle d’acier ou de laiton. Nous avons opté pour de la tôle laiton plus coûteuse mais plus commode à découper.
Quelques remarques :
Il y a une symétrie des flancs qui seront découpés par paires, mais attention les usinages de perçage ne sont pas identiques entre la gauche et la droite.
Le flanc droit comporte :
- Le perçage des emplacements de supports de la colonne de direction.
Le flanc gauche comporte :
- 1) Le palier intermédiaire du train d'engrenages
- 2) La fixation du palier moteur
1) Pour tracer la position du palier intermédiaire, on se reportera à la fiche technique TE - Train arrière. Cette fiche vous donne tous les éléments dont vous avez besoin pour tracer l’épure d’implantation des engrenages.
Attention !
Nous nous sommes procurés les engrenages chez Myfordboy, c'est à dire avec les cotes Impériales. Si vous changez de module, de nombreuses cotes vont être impactées car l’arbre moteur primaire et celui de sortie vont être déplacés.
On voit sur ce croquis l’épure ayant servi à trouver la cote théorique de l’arbre intermédiaire.
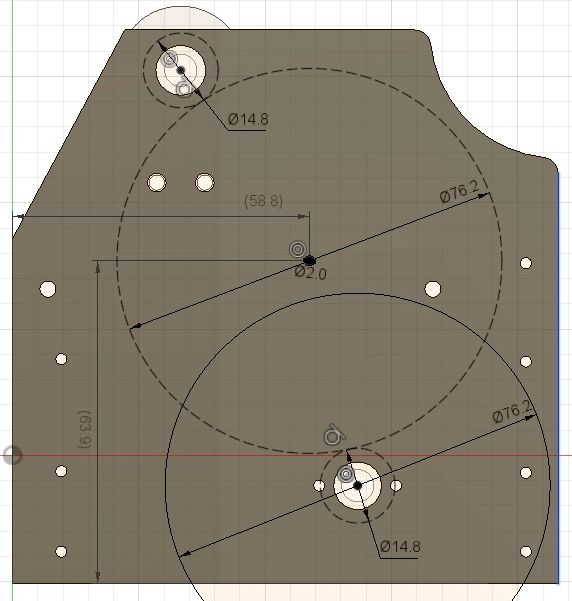 |
2) Pour la fixation du palier moteur, trois vis M2 à tête fraisée disposées à 120°.
Entretoises repéres 03 et 04
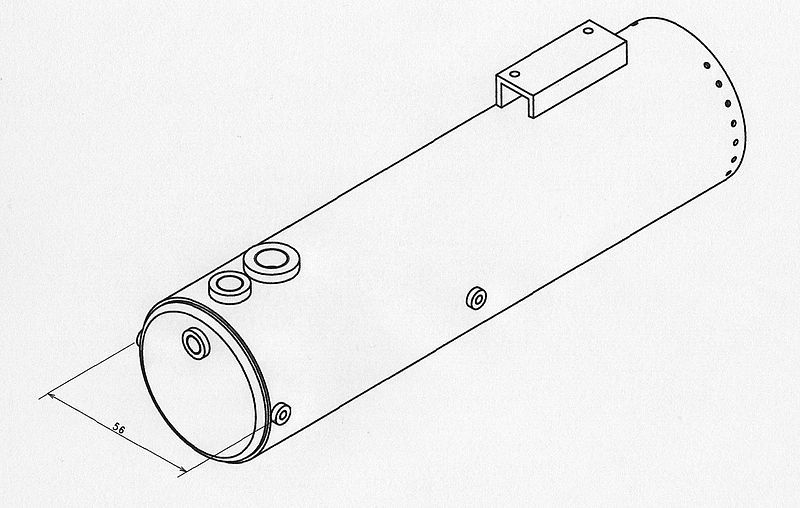
Les entretoises sont essentielles pour respecter la géométrie du châssis. La réalisation par pliage de tôle n’est pas aisée. Nous avons opté pour une alternative qui est celle de l’usinage dans la masse. Bien contrôler la cote de 56 qui est la position des plots de fixation de la chaudière. De ces pièces dépendent non seulement le bon écartement mais aussi le fonctionnement fluide de la bielle moteur et de l’excentrique de distribution. Un désalignement signifie un point dur et assez sûrement le mauvais fonctionnement du moteur.
Le jeu de 2 mm entre la chaudière et le flanc du châssis permet d'évacuer les gaz chauds du brûleur.
Les paliers de l'axe de l'essieu arrière sont boulonnés sur les flancs. Il est donc impératif d'obtenir un parallélisme parfait des deux flancs. Néanmoins, les bagues peuvent être sous-alésées et finalement alésées à la cote finale dès lors que le châssis sera correctement assemblé.
 |
La traverse repère 04 permet la fixation du brûleur par deux vis M2,5 tête fraisée. Une plaque repère 05 qui entoure la partie basse de la chaudière pourra être réalisée avec une tête d’alésage, un flycutter ou encore à l’ancienne par perçage jointif, sciage et finition à la lime. Avec cette dernière option, un gabarit de forme permetra d’assurer la géométrie de l’alésage.
Caisson arrière
La traverse repère 11 permet la fixation du réservoir de gaz par 4 vis M2. L'échancrure permet le passage du tuyau de gaz entre le réservoir et le brûleur.
Pour réaliser le caisson arrière, nous avons procédé comme suit :
 |
 |
 |
| Photo 1 | Photo 2 | Photo 3 |
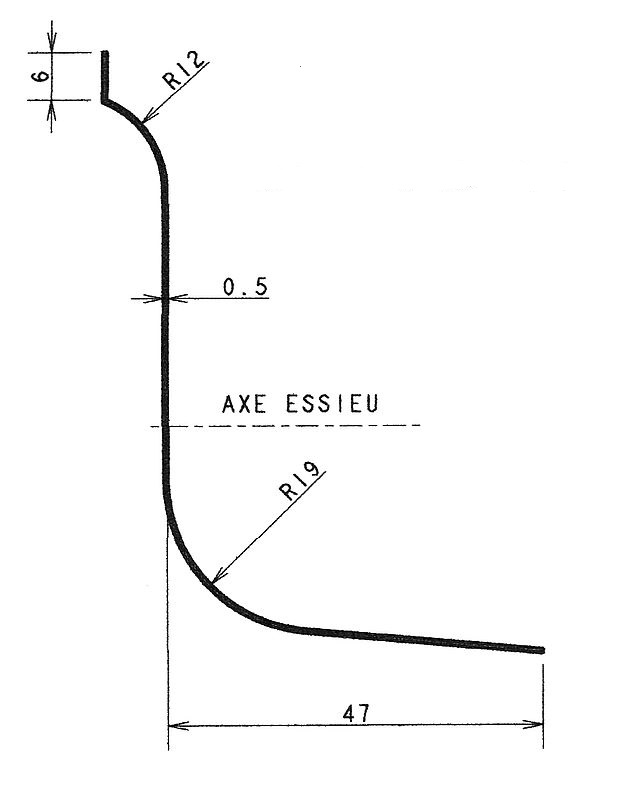
Voici une méthode pour cintrer le caisson arrière. Sur la photo 3, nous voyons le profil du fond arrière. Le pli du haut a été réalisé à la plieuse, le premier rayon à l'aide d'un gabarit photo 1, et le deuxième rayon est réalisé en prenant appui sur le premier rayon à l'aide d'un second gabarit photo 2. Ne pas oublier de recuire la plaque, une fois pour le pliage et une autre avant le plaquage sur les flancs.
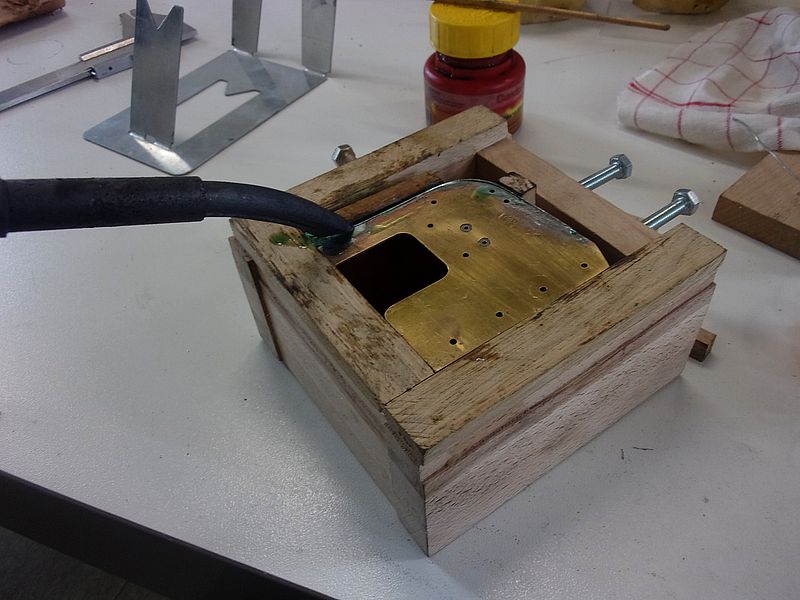
Le moment délicat est la soudure du fond arrière sur les joues. Il est possible de créer, sur les parties planes, des pattes discrètes à plier qui faciliteront et sécuriseront la soudure. Nous, nous avons réalisé un gabarit permettant de plaquer le fond sur les joues. Après décapage, soudure à l'étain au fer à souder. Prévoir une surcote de +2mm de chaque côté, pour une bonne pénétration de la soudure, et de +5mm en longueur par rapport au développé théorique.
 |
Accessoires
Marches, attelage etc. Pour ces éléments, pas de difficulté particulière. L'attelage repère 07 a été réalisé en trois pièces, l'écartement a été obtenu par des entretoises et boulons. Il est également possible de tailler cette pièce dans la masse.
 |
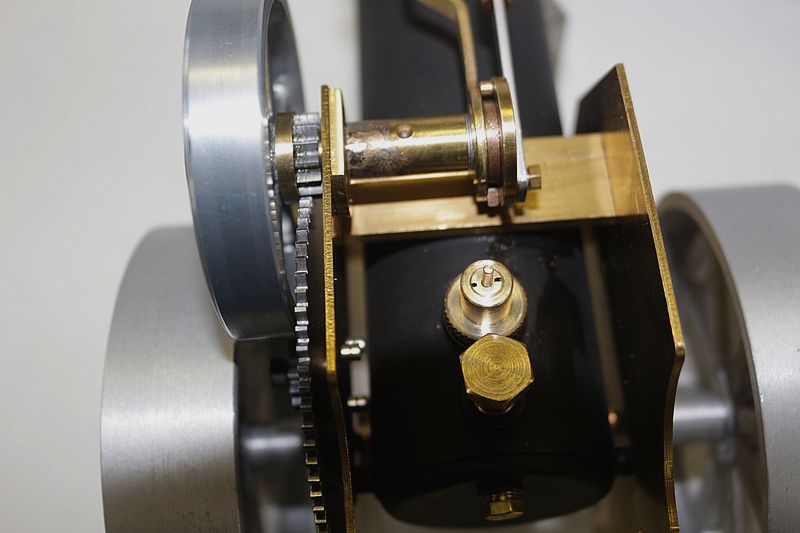 |
Les deux photos montrent le châssis avec la chaudière et le réservoir de gaz, sur celle de droite, on peut appercevoir le jeu entre la chaudière et les flancs.