

Dans le cadre de nos activités, et avant le premier confinement en 2020, nous avions lancé l'étude de l'usinage du rotor de la turbine, dernier élément de notre ensemble chaudière KINDON.
Henri, membre de VAPEUR 45 et habitant du coté de MONS en Belgique, s'est chargé de cette étude. Il a d'abord réalisé un premier essai avec le matériel dont il dispose. Il faut dire qu'Henri est un passionné de machines outils, il les restore et les collectionne. Dans sa première approche, il a utilisé deux plateaux diviseurs montés l'un sur l'autre. Le plateau inférieur mesure 60 cm de diamètre, ce que chacun a sous son établi !…
Afin de rendre le processus d'usinage plus accessible en fonction des machines outils dont nous disposons, nous avons suivi une méthode développée dans l'article du journal "Popular science" N°142 de février 1961, article d'Herbert R.PFISTER "Comment construire une turbine à vapeur pour le SAVANNAH".
Vous trouverez l'article en suivant le lien : ici
Le rotor c'est le cœur de la turbine. Il est possible de réaliser un disque de métal et d'y insérer des lames en guise de pales, mais pour une efficacité maximale, le rotor doit être usiné dans la masse.
Nous avons exploré une voie intermédiaire, l’idée directrice étant de faire un trépanage au tour. Débutants s’abstenir! Après pas mal de réflexions et quelques essais nous vous présentons une méthode complètement documentée et qui fonctionne.
Cette méthode est dans les capacités des machines outils dont nous disposons. Comme nous l'avons dit plus haut, le point de départ en aura été une méthode développée dans l'article d'Herbert R.PFISTER.
Pour l'usinage du rotor, nous réaliserons deux gabarits, un pour l'indexation du pas des ailettes, que nous appellerons, "mandrin porte rotor" repère 01 et un "porte outil" repère 02 avec son outil de forme, spécifique pour le taillage des ailettes. La réalisation de l’outil à trépaner est le point délicat de l’affaire.
 |
 |
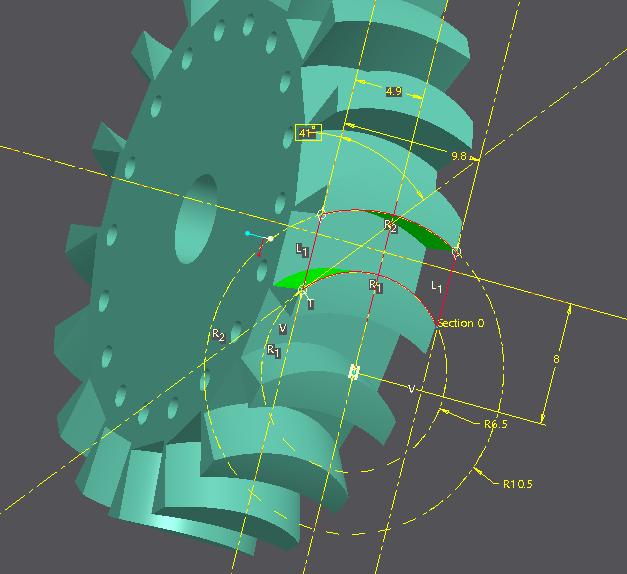
Le rotor que nous allons usiner fait 40 mm de diamètre et 9,8 mm d'épaisseur. Il comporte 18 ailettes.
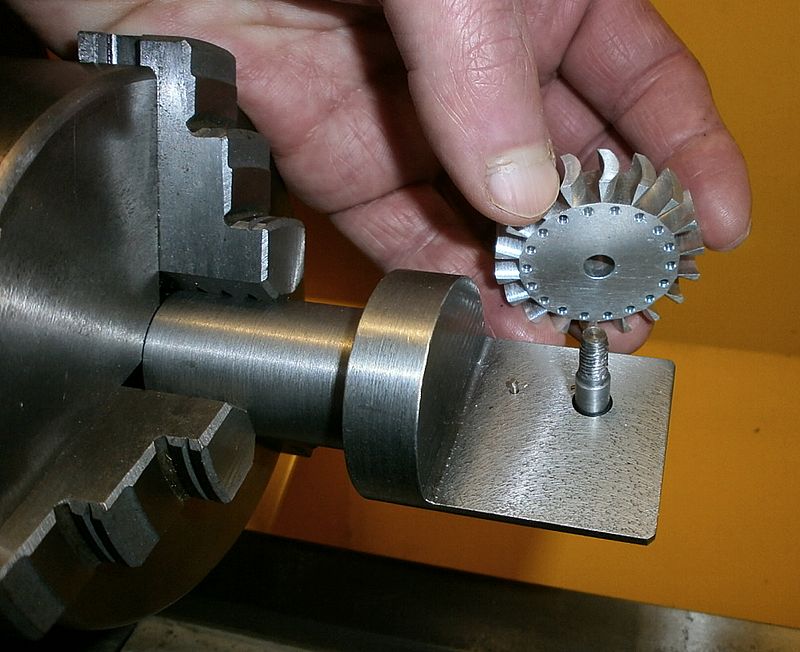
La vue ci-dessus à gauche nous montre le montage des éléments, le mandrin porte rotor est à placer dans le mandrin 3 mors du tour. Pour le positionnement latéral de l'outil, soit vous utilisez le porte outil qui positionnera correctement l'outil dans la position latérale, ce porte outil sera positionné dans le mandrin de la poupée mobile, soit comme sur les photos suivantes, monté directement sur le porte outil du tour, mais dans ce cas, un réglage latéral sera à prévoir.
1. USINAGE DU MANDRIN PORTE ROTOR
 |
Le mandrin est réalisé à partir d'un jet d'acier ou de laiton de diamètre 45 longueur 90 mm. Les cotes D1 et L1 sont laissées à votre appréciation en fonction du matériel dont vous disposez.
 |
 |
Après débitage, usinage au tour du mandrin et reprise en vé pour usinage de l’épaulement.
 |
 |
 |
Pose sur vé de fraisage et contrôle de l'usinage de l’épaisseur à la cote 15,1mm. Pointage du trou de fixation de la turbine et du trou du pion puis perçage.
2. OUTIL DE COUPE
 |
Ci-dessus, présentation de l’outil de coupe.
 |
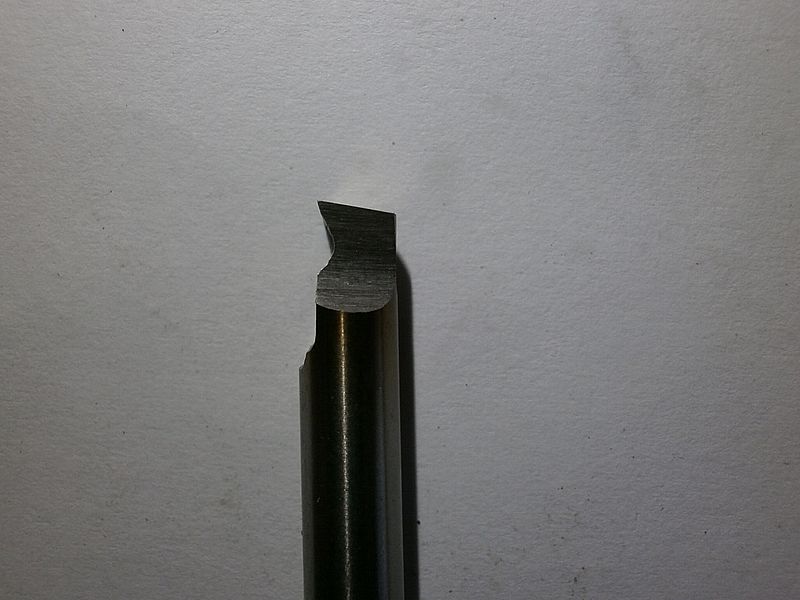 |
L’outil a été affûté à la main, la largeur du tranchant est de 4 mm. Attention au rayon de 10,5 mm, c'est le rayon de l'intrados de l'ailette.
3. POSITIONNEMENT DE L'OUTIL
 |
 |
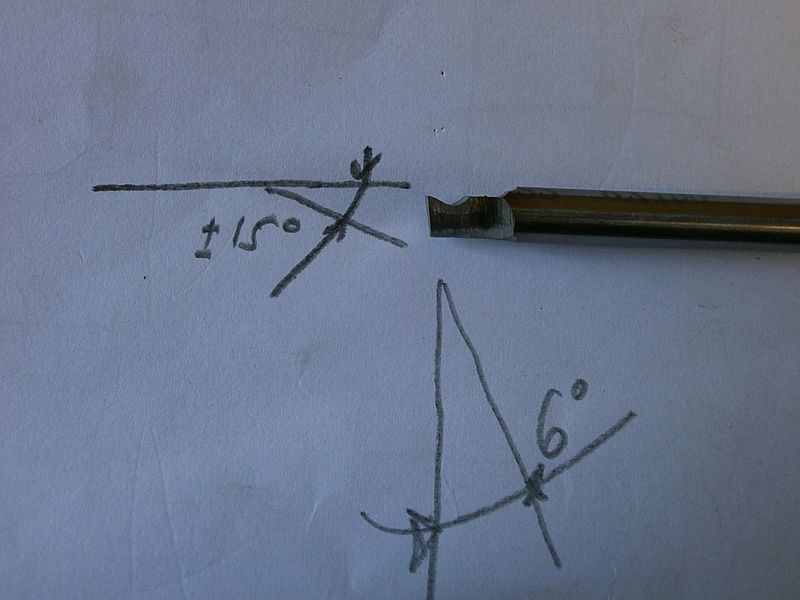
Comme déjà cité, deux possibilités de positionnement de l'outil, soit à l'aide du porte outil (voir plan ci-dessous) ou, manuellement comme montré sur les photos :
1/ Mise a l'horizontale de l'arrête coupante de l'outil et mise a hauteur de la pointe.
2/ Décalage de 6,5 mm du coté interne de l'outil, se servir d'un bout de rond de 13 mm effleurement = 6,5 de l'axe du tour.
 |
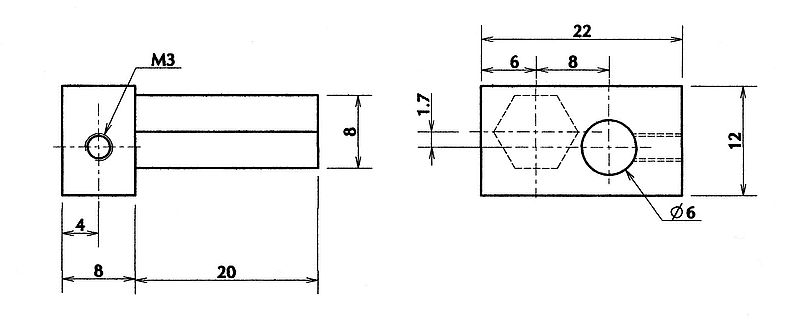 |
Plan du porte outil
4. USINAGE DU ROTOR
 |
 |
 |
Epure de la turbine et tronçonnage de la pièce.
 |
 |
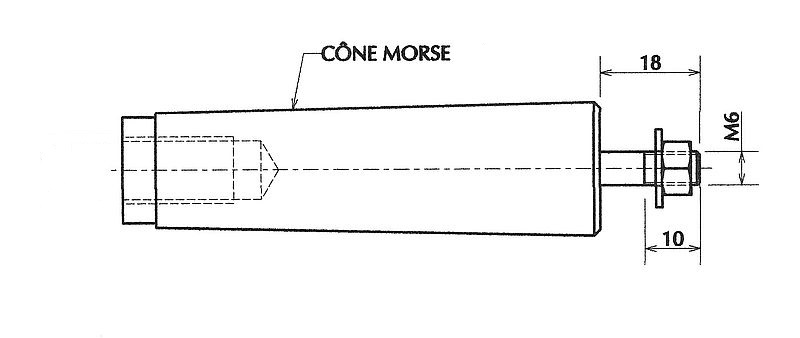
Ébauche de la roue à 0,5 mm au dessus de la cote finale tronçonnage, mise à épaisseur en mors doux et alésage à 6H7. L'opération suivante consiste à réaliser, à partir d'un cône Morse (2 ou 3 en fonction de votre matériel) usinable, un embout de reprise au diamètre de l'alésage du rotor (6H7) (à usiner sur la broche du tour).
 |
Placer la roue sur ce mandrin cône Morse ceci afin d'avoir une cylindricité parfaite et finir la roue au diamètre final fixé sur ce mandrin dans la broche du tour. Ce mandrin sera également utilisé sur le plateau diviseur pour les trous d'indexation diamètre 1,5 le tout est donc parfaitement concentrique.
La réalisation du trou d’indexation diamètre 1,5 se fera, soit au plateau diviseur, ou comme la méthode d'Herbert R.PFISTER à l'aide d'un engrenage de 18 dents ou multiple de 18.
4.1. Mise en œuvre
 |
 |
Placer le rotor sur le mandrin porte rotor de manière à ce qu'un trou d'indexation s'adapte sur la goupille d'indexage. Fixez le rotor en position avec un écrou M5 sur le goujon fileté.
Quelque soit la méthode utilisé pour la fixation de l'outil, venir tangenter l'ébauche du rotor. Avancez lentement la poupée mobile (ou le chariot porte outil) pour effectuer la première coupe en forme d'arc dans l'ébauche du rotor et avancer l'outil, doucement, d'une profondeur de 4,8 mm.
Au fur et à mesure que le tour tourne, le mandrin porte rotor fait basculer le bord de l'ébauche du rotor sur l'outil de coupe spécialement conçu et maintenu dans la contre-pointe (ou dans le porte outil). Prévoir une butée sur l'avance de l'outil afin d'obtenir une régularité dans l'usinage.
L'usinage se comporte bien avec une vitesse réglée à 100 tr/mn et une lubrification au pétrole.
 |
Le rotor terminé avec ces 18 pales également espacées. La coupe de l'intrados des ailettes a été faite par l'outil en même temps qu'elle a façonné les pales.
Voir fiche technique : FTe07