

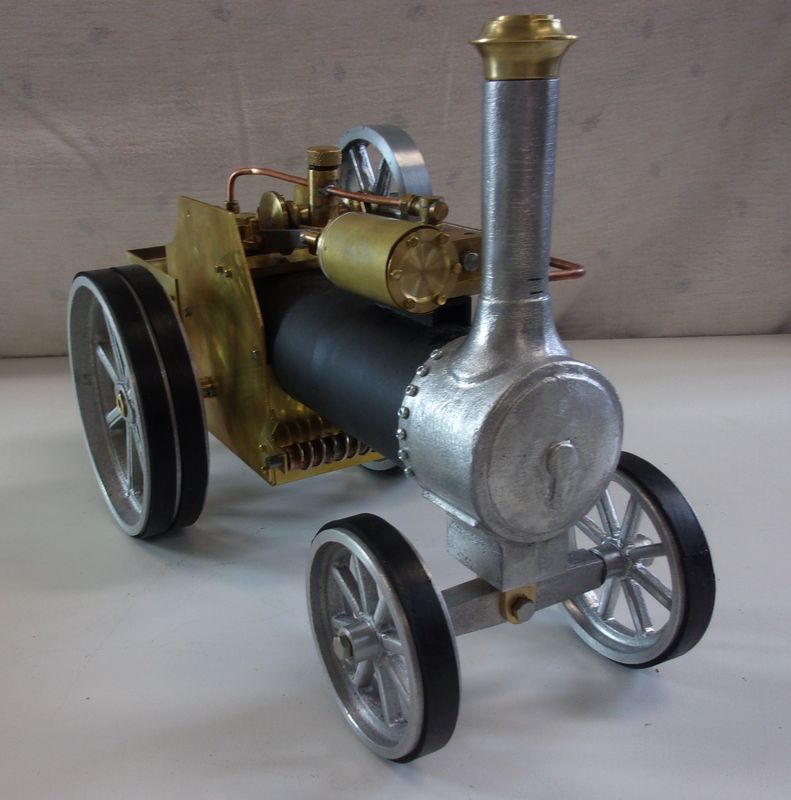
Dans ce projet de la Traction Engine, nous n’avons d’autre ambition que de montrer les démarches que nous suivons et cela dans une simple volonté de partage de l’information. Dans ce chapitre, nous allons aborder ici l’étude du train avant.
|
Dans le kit de fonderie que nous nous sommes procuré chez Myfordboy, nous allons ici préparer et assembler les éléments du train avant, c'est-à-dire :
|
 |
|
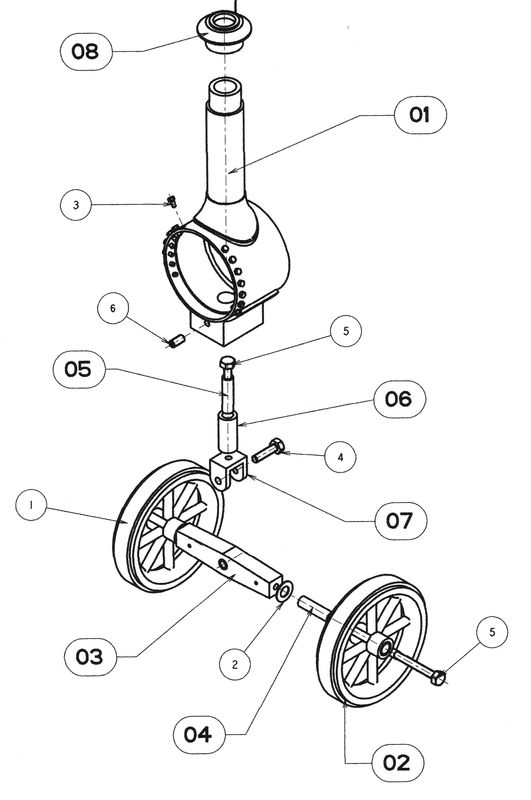
Eclaté du train avant et nomenclature :
|
 |
Usinage de la roue :
 |
 |
 |
| Photo 1 | Photo 2 | Photo 3 |
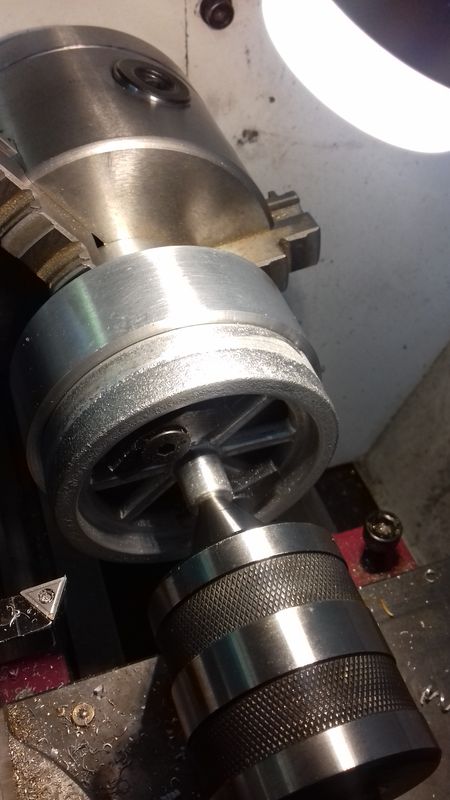
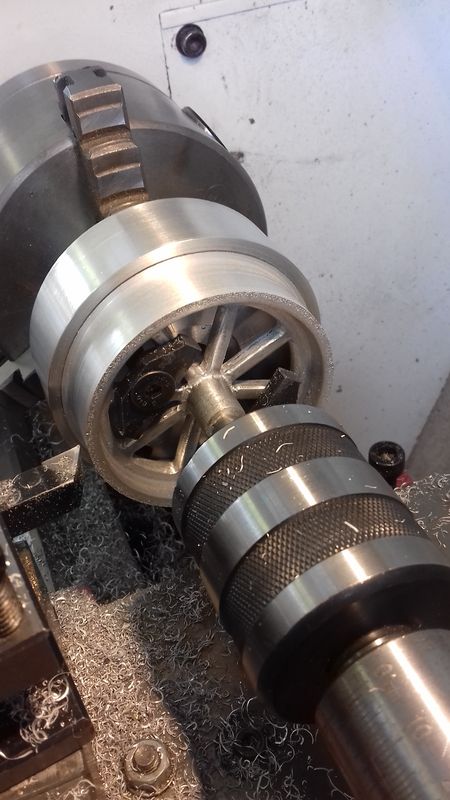
Pour l’usinage de la roue avant, comme pour la roue arrière, nous avons opté pour un montage sur plateau en aluminium. La roue est maintenue à l’aide de deux vis et clames1, (Photo 1 et 2).
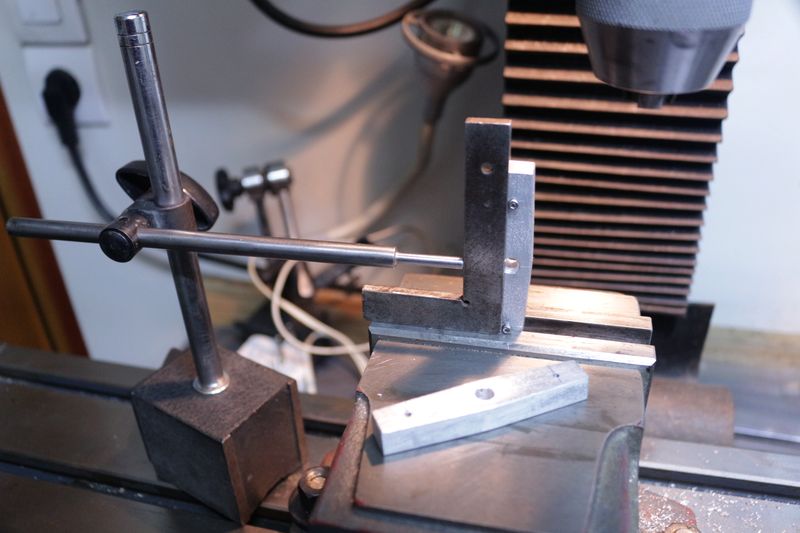
Le centrage de la pièce est réalisé à l’aide d’un petit montage constitué d’un roulement monté sur un barreau d’acier. Sans abloquer complètement la roue, on applique le roulement contre la pièce et à vitesse très lente, la roue se centre automatiquement. Après centrage et blocage de la pièce, on réalise un trou de centrage afin de placer une pointe tournante (Photo 2 et 3).
(1) Clame : Petite pièce métallique maintenant provisoirement une pièce pour faciliter l’usinage de celle-ci.
 |
 |
 |
| Photo 4 | Photo 5 | Photo 6 |
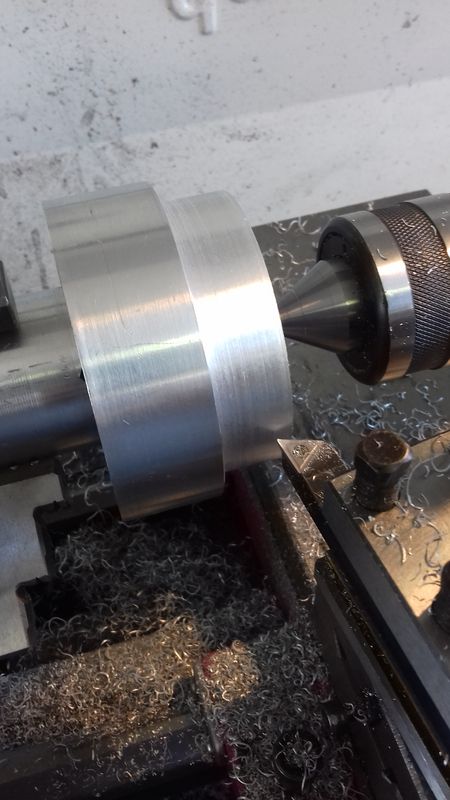
On commence par usiner le diamètre extérieur (Photo 4), le flanc de roue (Photo 5), la mise à longueur du moyeu central (Photo 6) et l’usinage du diamètre du moyeu à l’aide d’un outil à aléser, Le choix de l'outil à aléser est imposé par le manque de place pour un outil à charioter classique. Ici comme nous utilisons un outil à gauche, ne pas oublier de tourner en marche arrière (Photo 7). L’étape suivante consiste à percer à 7,8 mm et à aléser à 8 mm (Photo 8).
 |
 |
| Photo 7 | Photo 8 |
Pour la face arrière, reprendre la roue en 3 mors et finaliser la largeur de la roue et reprendre la longueur du moyeu.
Usinage de la traverse :
 |
 |
| Photo 9 | Photo 10 |
On commence par tracer, à l’aide des diagonales, le centre de la pièce brute. Après poinçonnage du centre et, à l’aide d’un compas, on positionne les centres des trous M2, qui servirons par la suite à la fixation de la chaine de direction.
En plaçant deux vis Chc de 2, il est possible, comme le montre les photos 9 & 10, d’usiner les extrémités de la traverse ainsi que le perçage des axes des roues, en posant une vis sur le bord de l’étau, et de contrôler l’équerrage de la pièce.
Nota :
Pour un souci se série, nous avons usiné les traverses en position verticale, il est tout à fait possible d'usiner les extrémités en position horizontale, en appui sur les deux vis.
Usinage de la boite à fumée :
 |
 |
| Photo 11 | Photo 12 |
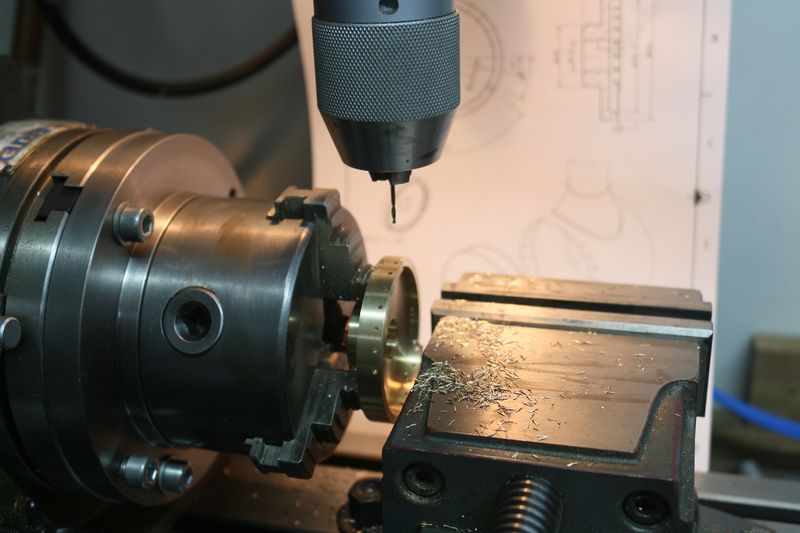
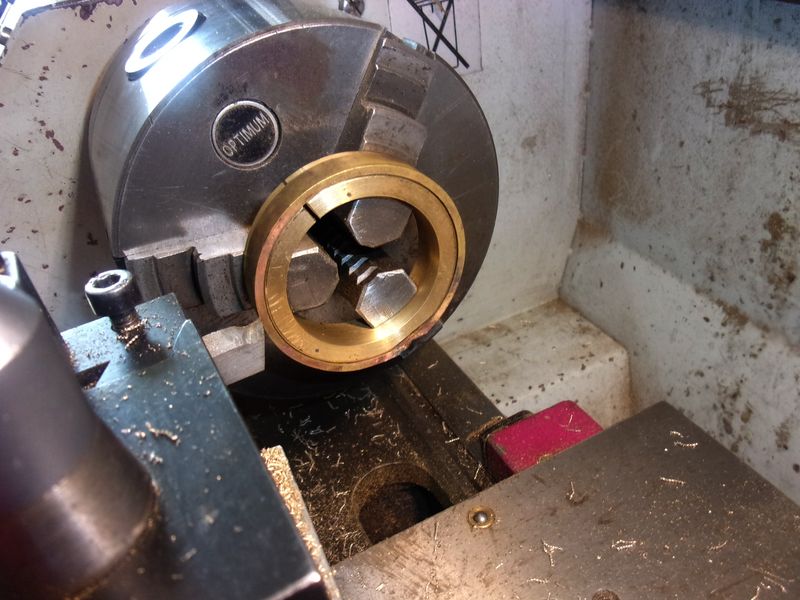
La boite à fumée est prise en 3 mors sur l’extrémité du tenon de coulée et, après centrage de la pièce par le même principe que la roue, on perce un trou de centrage (Photo 11).
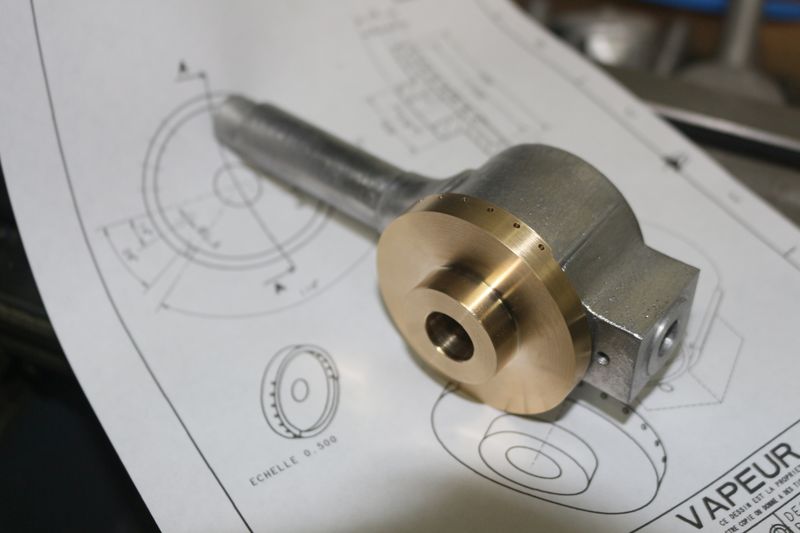
Après fixation sur la pointe tournante, on retire le chapeau de cheminée par chariotage, qui permettra de placer, en laiton, une bague qui servira pour la prise en lunette (voir photo 13). Le chapeau sera refait en laiton par la suite.
 |
 |
| Photo 13 | Photo 14 |
Après reprise à la lunette, perçage à travers toute la boite à fumée, au diamètre 10 et ensuite au diamètre 12 au niveau de la cheminée (photo 13). Sur la photo 14, les 3 états des opérations précédentes.
 |
 |
| Photo 15 | Photo 16 |
Pour l’usinage de la partie inférieure de la boite à fumée, on utilisera un morceau de laiton du diamètre du palier d’articulation (repères 05 & 06 du plan) qui sera fixé par la vis de blocage du palier. (Photos 15 & 16)
 |
| Photo 17 |
Il ne reste plus qu’à usiner le corps cylindrique de la boite à fumée à l’aide d’une tête à aléser sur fraiseuse (photo 17).
Fixation de la boite à fumée sur la chaudière.
 |
 |
| Photo 18 | Photo 19 |
Ayant pour problème, la réalisation de 8 machines, nous avons opté pour la réalisation d’un gabarit de perçage des 14 trous de fixation de la boite à fumée. La photo 18 montre le perçage sur gabarit sur plateau diviseur, la photo 19, le gabarit sur la boite à fumée.
Plan du gabarit : ici
 |
 |
| Photo 20 | Photo 21 |
Afin de donner un peu plus de raideur au niveau de l’extrémité de la chaudière, nous avons renforcé le tube de cuivre avec une bague ajustée. Pour usiner cette bague, nous avons utilisé un mannequin fendu (Photo 20). La photo 21 montre le renfort placé dans la chaudière.
 |
 |
| Photo 22 | Photo 23 |
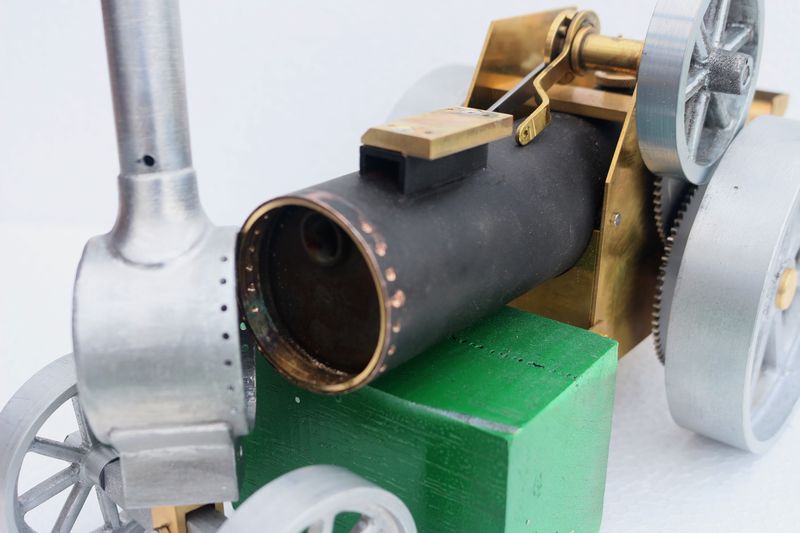
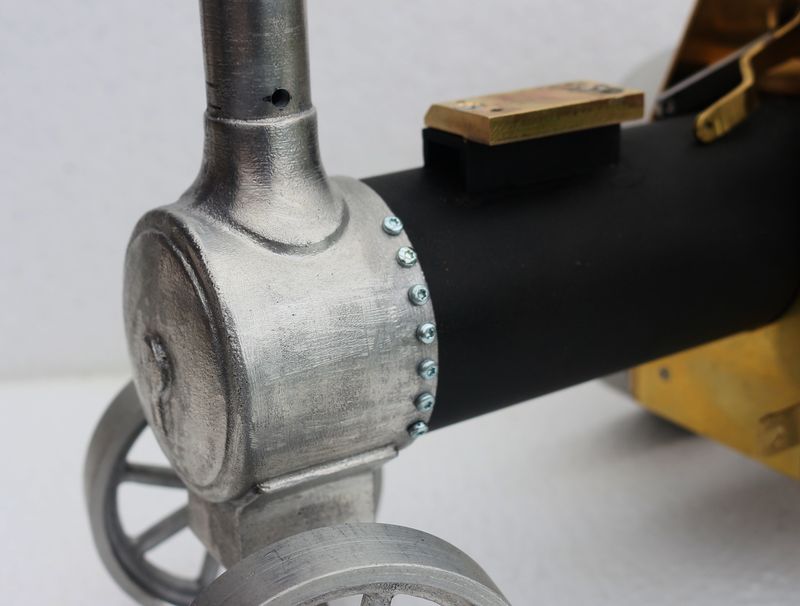
Après perçage de la boite à fumée à l’aide du gabarit, du contre perçage et taraudage des trous de la chaudière (Photo 22), montage de l’ensemble par vis TB Torx M2 (Photo 23). La cheminée devant être parfaitement verticale, on monte préalablement le train avant et la boîte à fumée avant de l'insérer sur la virole horizontale.