

De mon expérience d’amateur les petits tarauds cassent pour deux raisons principales :
- efforts de torsion exagérés, par exemple lorsque qu’un copeau se coince, ou que le taraud a été mal présenté et file en biais par rapport au perçage
- effort de flexion car le taraud reçoit une poussée latérale par l’opérateur.
En ce qui me concerne ce sont surtout les tarauds M2, M2.5 et M3 qui me causent de temps à autre du souci. Je n’utilise les tarauds M1,6 que vraiment si j’y suis contraint. Les tarauds à partir de M4 sont déjà plus robustes et je n’ai jamais eu de problème même dans les aciers doux SC300PB ou XC38.
La solution proposée sur Internet la plus courante est un guide de taraudage à ressort (spring tap follower) qui se place sur la tête du taraud ou du porte taraud. La tête du porte taraud a un cône de centrage usiné dans sa tête.
 |
 |
Cette solution présente trois inconvénients :
- la pression du ressort n’est pas réglable, identique pour tous les tarauds, donc souvent trop faible ou trop forte.
- elle n’assure pas, du moins pour les petits tarauds, une réduction suffisante des risques de déflexion.
- la hauteur complète du dispositif est parfois incompatible avec la hauteur de dégagement de nos petites fraiseuses d’établi.
Ces guides à ressort sont très peu coûteux mais bien souvent la pointe mobile a un jeu diamétral excessif ou coulisse mal.
Je me suis rabattu sur une solution de fabrication maison rapide à mettre en œuvre et qui me donne satisfaction. Rien de révolutionnaire.
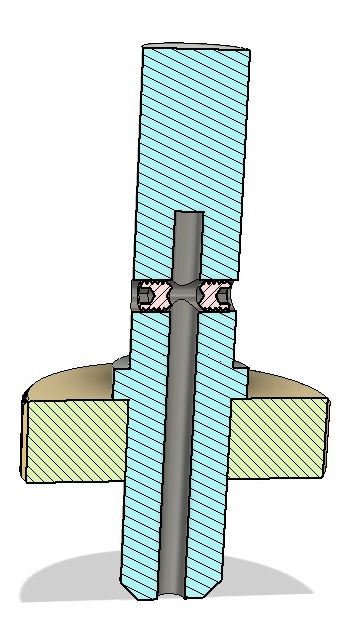
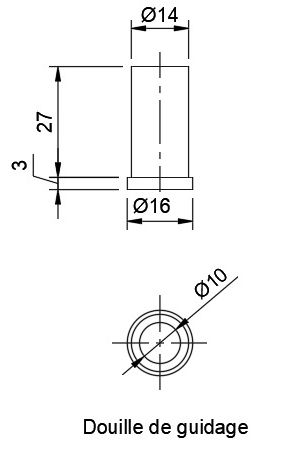
L’outil se compose d’une douille de guidage prise en mandrin ou en pince et du porte taraud.
Le porte-taraud "maison" est équipé d’une bague moletée collée à la Loctice forte. A l’usage on doit obtenir un coulissement « gras » entre la douille de guidage et le porte taraud. Ce très léger jeu, d’un peu moins de 0,1mm sur le diamètre donne de l’aisance au taraud lorsqu’il se place et attaque le perçage sur les premiers filets.
Selon les besoins, le porte-taraud peut être repris au tour pour amincir l’extrémité qui reçoit le taraud lorsque l’accès est difficile. Il est possible aussi de considérablement le raccourcir en longueur pour les cas où la place manque. Les cotes sont généreuses de manière à ce que l’outil, sans être encombrant, ait un poids suffisant pour que l’engagement soit naturel au début de l’usinage.
 |
Je fabrique cet outillage selon les besoins sachant qu’il faut environ 1 heure pour aboutir à un outil fini. En effet les fabricants de tarauds ont libre choix sur le diamètre et la longueur du fût du taraud. Par exemple pour du M2x0,4 de mon stock, le diamètre du fût varie de 2,5mm à 3,7mm pour une longueur de 22mm à 38 mm.
 |
Exemple d’une version compacte.
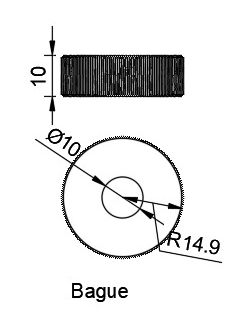
Moletage
Un mot sur le moletage. Chaque molette a un pas (écartement entre deux crêtes du motif) indiqué par le fabricant. Par exemple 0,8mm dans mon cas. La circonférence de la bague doit être un multiple entier du pas.
Exemple :
- Diamètre du brut : D=30mm ; Pas 0,8 mm
- Circonférence = 30 x 3,14159 = 94,248 mm
- Nbe de motifs = 94,248 / 0,8 = 117,8 mm
On va prendre une valeur inférieure, par exemple 100 motifs.
La circonférence devra alors faire C=100*0,8= 80 mm.
Avec 100 motifs le diamètre fini sera de D_fini= 80/3,14159 = 25,32 mm soit 23,3 mm.
Si on avait pris 117 motifs, le diamètre aurait été de 29,79 mm soit 29,8 mm. C’est la valeur que je retiens en général.
Voir également l'article sur le moletage : ici
 |
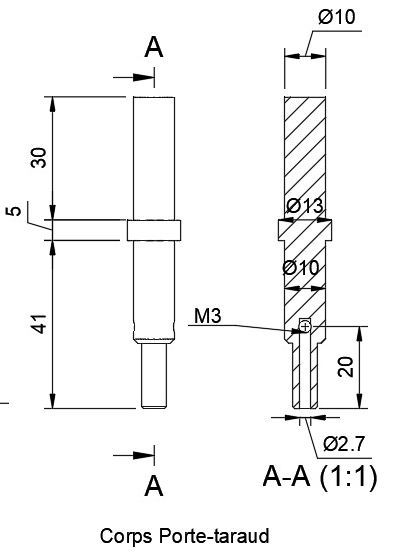
Plans
Aucune cote n’est critique, ces plans sont donnés pour avoir l’ordre de grandeur des dimensions principales. Le diamètre de 2,7 sur le corps, sera à adapter en fonction de votre diamètre du corps du taraud. Deux solutions pour le corps du taraud. Soit réaliser un corps pour chaque taraud, M2, M2,5 et M3 ou, à la place du perçage de 2,7, usiner un perçage de 6 par exemple, il vous reste à réaliser avec un jeu de douilles en rapport à vos tarauds.
 |
 |
 |
Nota : plutôt que collée, la bague elle peut être maintenue par deux vis pointeau CHC (sans tête)