

Un petit outil qui évitera à l'avenir de rater des pièces par flemme de calculer précisément la profondeur d’un perçage.
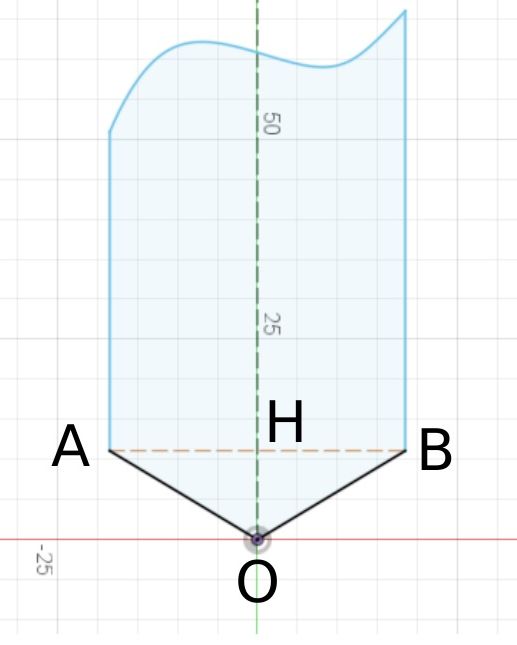
Pour des perçages, des taraudages ou d’autres usinages, le plan impose généralement la profondeur nette utile. On doit y ajouter la longueur d’usinage de la pointe de l’outil notée OH sur le dessin ci-dessous.
 |
Calcul
Le calcul de cette sur-profondeur est facile.
On connaît :
- le diamètre AB de l’outil. AH = HB = Rayon de l’outil.
- L’angle de pointe AÔB de l’outil, par exemple 118° pour un foret standard. AÔH = HÔB = 59°
La tangente de l’angle HÔB vaut HB/OH. La valeur numérique de cette tangente est donnée par n’importe quelle calculette en mode scientifique, en général elle est notée TAN. Par exemple Tan(59°) = 1,6643 dernier chiffre arrondi.
Il vient alors OH = HB / TAN(HÔB).
Pour un foret de D = 12,5mm en pointe standard on aura OH = 12,5/1,6643 = 7,5 mm
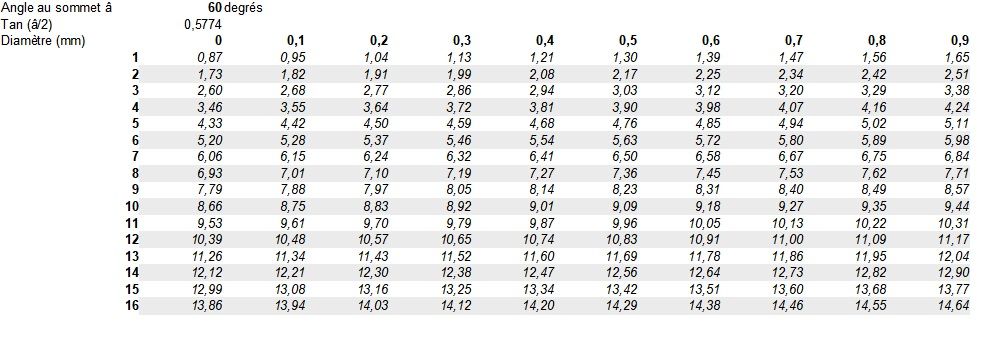
Les angles les plus courant sont 60°, 90°, 118°, 135°
| Angle au sommet â | 60 | 90 | 118 | 135 |
| Tan (â/2) | 0,5774 | 1,0000 | 1,6643 | 2,4142 |
Cas particulier des logements des vis à tête fraisée à 90°
L’angle HÔB vaut 45° et sa tangente vaut 1.00. Il s’en suit que OH = HB = Rayon de la tête de vis. On rajoute souvent 0,1 à 0,2 mm à la longueur OH pour un rendu plus net.
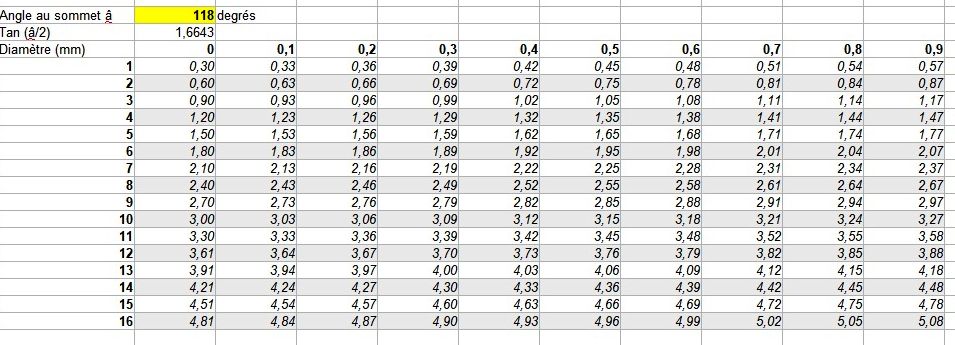 |
Exemple Foret de 12,5 mm il faut rajouter 3,76 mm pour angle de pointe de 118°
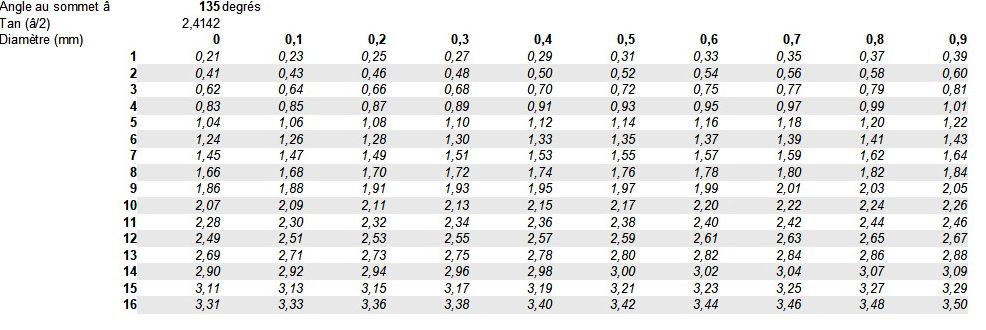 |
Exemple Foret de 12,5 mm il faut rajouter 2,59 mm pour angle de pointe de 135°
 |