

3-3 ENSEMBLE MOTEUR (PL3)
|
Montage moteur :
|
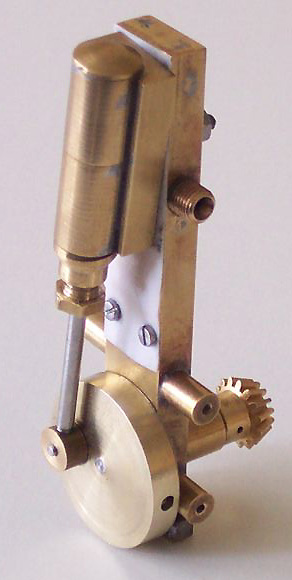 |
Le moteur est du type oscillant simple cylindre double effets. Il est placé entre les longerons ; le cylindre a pour alésage 9 mm et une course de 16 mm. Sur l’arbre moteur est fixé un pignon de 15 dents attaquant une roue dentée de 45 dents fixée directement sur l’essieu avant. |
C’est le chapitre le plus important de tout le montage, il faut donc procéder avec beaucoup de précautions. Avant d’entreprendre le montage, vous aurez bien entendu réalisé l’ensemble des pièces des planches 4 et 5. Nettoyez les pièces à l’aide d’un solvant et assurez-vous qu’il n’y a plus de copeau dans les canalisations du bloc moteur, à l’aide par exemple de l’air comprimé. Effectuez d’abord la plaque de téflon entre le bloc moteur et la glace du cylindre. Pour cela, découpez un rectangle de téflon de 15 x 50. Positionnez ce rectangle sur la face avant du bloc moteur et, à l’aide d’une pointe, percez le téflon au droit des perçages afin d’obtenir l’ensemble des 7 trous de la face du bloc. Ensuite, à l’aide d’un cutter, arasez le pourtour du téflon. Fixez cette plaque à l’aide de 2 vis M2 x 4 mm.
Placez les deux coussinets dans le palier en les maintenant à l’aide d’un produit genre frein filet.
Le pignon comporte un alésage de 5mm, il faut donc usiner une bague Ø 3 intérieur Ø 5 extérieur, d’une longueur de 8 mm pour l’adapter sur l’arbre
Positionnez le pignon avec sa bague sur l’arbre et percez l’ensemble à Ø 1 afin de goupiller l’ensemble des pièces. Introduisez l’axe à travers le bloc moteur et positionnez le volant en laissant un jeu latéral de 0,1 ou 0,2 millimètre. Abloquez le volant par l’intermédiaire de la vis sans tête M2,5 x 12. Positionnez le cylindre sur le bloc moteur, placez le ressort, une rondelle et l’écrou, vérifiez en tournant à la main que le piston ne bloque pas en position haute ou basse sinon, resserrez ou desserrez tête de bielle sur l’axe du piston.
Le moteur est fixé sur le châssis à l’aide de 4 vis M2 x 6mm.
3-4 DETAILS DU BLOC MOTEUR (PL5)
Le bloc est tout en laiton.
|
Outillage :
Matière :
|
 |
Bloc moteur avec volant et axe pignon. On remarque la glace en téflon entre le bâti et le cylindre. |
Le bloc moteur repère1 est tiré dans un jet de laiton de 15 x 7 longueur 88. C'est la pièce la plus délicate à usiner. Utilisez une perceuse avec étau monté sur une table à déplacement sur vernier.
Commencez par réaliser sur la face avant le perçage du trou Ø 6, passage de l'axe moteur, le trou Ø 3 passage de la tige d’oscillation du bloc moteur, les quatre trous Ø 1,2 distant de 3,36, profondeur 3,5 correspondants à l’alimentation et l’échappement du moteur, et les deux trous M2 de fixation de la plaque de téflon. Retourner la pièce afin d 'effectuer le lamage Ø 7 profondeur 2.5, logement de la rondelle en téflon. Maintenant, il faut relier les trous Ø 1,2 de la face avant grâce à des conduits Ø 1,5. Ces perçages seront à obturer à l'aide de bouchons en laiton Ø 1,5 lg 3, soudés à l'étain. Placez le bloc verticalement afin de percer les deux trous Ø 2 profondeur 32.5, sur chaque coté les perçages de Ø 1,5 ainsi que les perçages M6 x 0,75 d’alimentation et d’échappement du moteur. Il nous reste à réaliser les perçages M2 sur les cotés afin de fixer les plots Ø 6 par des chutes de tige filetée M2 qui nous permettra de positionner le bloc moteur sur le châssis. Il vous reste à réaliser les éléments repères 2 – 3 - 4 du bloc qui ne posent pas de problème majeur et de souder l’ensemble à l’étain. Après nettoyage de la pièce, effectuez une vérification des conduits en raccordant un tube a un manchon repère 4 et en plongeant la pièce dans un bain d’eau. L’air doit sortir correctement des orifices Ø 1,2 du coté du manchon, il ne doit pas y avoir de fuite aux bouchons Ø 1,5.
3-5 DETAILS MOTEUR (PL4)
|
Outillage :
|
Matière :
|
 |
3-5 1 LE PISTON
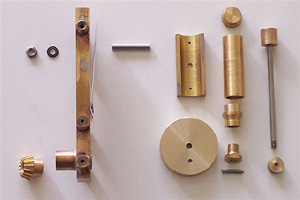
Le piston repère 8 et le palier repère 6 sont en bronze, l'axe repère 7 du piston est en inox. Assemblez le piston pré-usiné à 0,5mm de la cote finale sur l’axe, par filetage et taraudage. Terminez le diamètre en prenant l’axe par pince au tour afin d’obtenir l’usinage concentrique à l’axe. L’axe de bielle est fixé par filetage M3 sur la tête de bielle repère 6, ne les bloquez pas définitivement car au moment du montage un réglage à ce niveau sera possible (voir chapitre montage moteur).
3-5 2 LE CYLINDRE
Le cylindre est composé de 3 pièces soudées: le corps repère 1, la culasse repère 2 et le chapeau repère 3. Pour le corps repère 1, deux méthodes de réalisation. Premièrement, vous pouvez réaliser le corps à partir d’un bloc de laiton de 15 x 19 x 33, prendre le bloc en 4 mors de manière à usiner l'alésage Ø 11 et ensuite couper ce bloc en 2. Deuxième méthode, souder deux plats de 15 x 7 x 33 avec une cale de 15 x 3 x 33 entre deux afin d’obtenir notre bloc initial, ensuite de procéder de la même manière pour l’usinage. La culasse repère 2 est réalisée dans un jet de laiton pré-tourné. Elle est ensuite alésée à l'alésoir machine. Le chapeau repère 3 est en laiton et ne présente pas de problème. Une fois ces pièces usinées, soudez à l'étain, comme le montre le détail « montage cylindre de la planche 4. N’oubliez pas de contre percer le cylindre au diamètre 1,5.
L'axe d’articulation repère 5 est réalisé à partir d'une tige en inox Ø 3, il est vissé sur le corps. Le bouchon de fermeture inférieure repère 4 est réalisé dans du laiton et sera fixé par LOCTITE après montage de l’ensemble.
3-5 3 LE VOLANT
Le volant repère 10 ne présente pas de problème particulier à part le positionnement du trou recevant le maneton qui doit être perçé sur la table de fraisage. Il est tourné dans un jet de laiton Ø 32, le maneton repère 11 est en inox Ø 2 et serti en force sur le volant. Le volant est fixé sur l'arbre moteur repère 10 à l'aide d'une vis M2,5 sans tête.
3-5 4 L’ARBRE MOTEUR
L'arbre moteur repère 12 est réalisé à partir d'un étiré Ø 3.